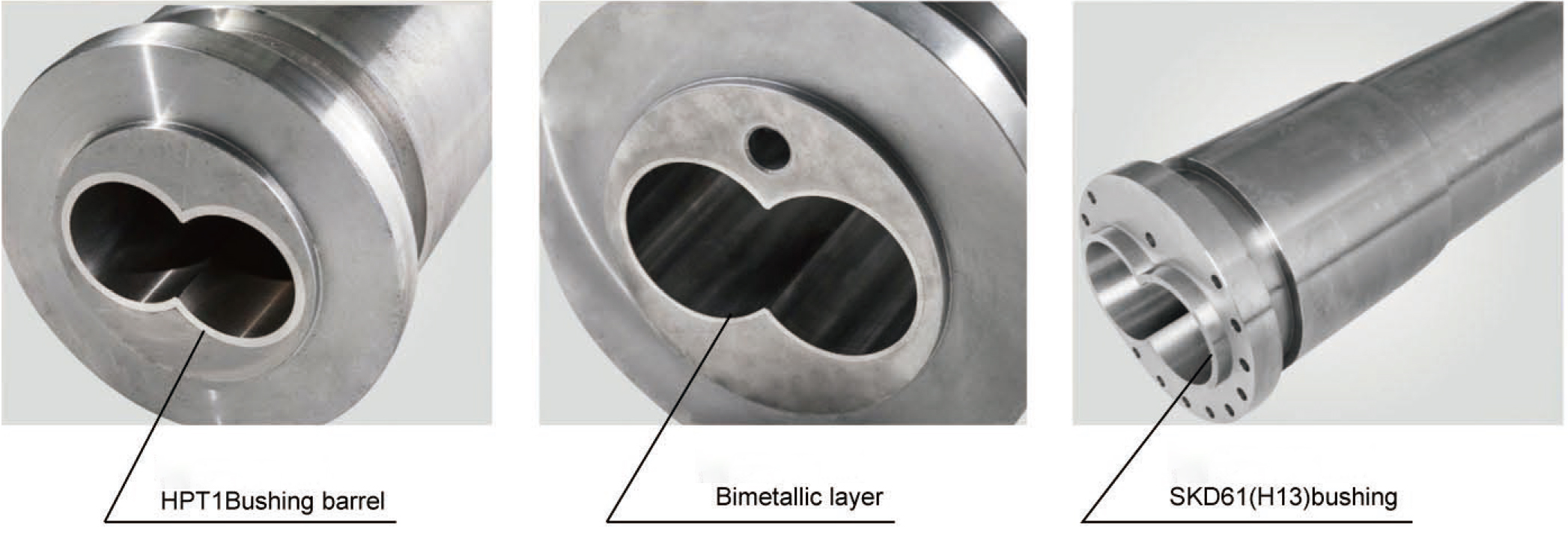
SPC zorurako bi torloju konikoko upela
| Modeloak | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1. Gogortasuna gogortu eta tenplatu ondoren: HB280-320.
2. Nitruratutako gogortasuna: HV920-1000.
3. Nitruratutako kaxaren sakonera: 0,50-0,80 mm.
4. Nitruratutako hauskortasuna: 2. maila baino txikiagoa.
5. Gainazaleko zimurtasuna: Ra 0.4.
6. Torlojuen zuzentasuna: 0,015 mm.
7. Nitrurazioaren ondoren kromo-plakaren gainazalaren gogortasuna: ≥900HV.
8. Kromo-estalduraren sakonera: 0,025~0,10 mm.
9. Aleazioaren gogortasuna: HRC50-65.
10. Aleazioaren sakonera: 0,8~2,0 mm.

Torloju-upelaren aplikazioak SPC zoruen arloan hainbat alderdi ditu: Materialen nahasketa: Torloju-upela SPC zoruetarako behar diren materialak fabrikatzeko tresna garrantzitsuenetako bat da. PVC materiala beste gehigarri batzuekin (plastifikatzaileak, egonkortzaileak, etab.) nahasten du SPC zoruetarako behar den material konposatua osatzeko. Plastifikazioa: Torloju-upelak tenperatura altua eta indar mekanikoa erabiltzen ditu PVC materiala plastifikatzeko.
Biraketa-torlojuaren bidez, PVC materiala berotu eta upelaren barruan irabiatzen da, bigundu eta plastiko bihur dadin ondorengo moldeaketarako. Bultzada: Plastifikazio-prozesuaren ondoren, torloju-upelak plastifikatutako materiala upeletik kanporatzen du, biraketa-abiadura eta presioa doituz. Moldeen eta prentsa-arrabolen bidez, materiala SPC zoru-paneletan moldatzen da. Laburbilduz, torloju-upelaren SPC zoruen arloan aplikazioak batez ere materiala nahastean, plastifikatzean eta bultzatzean oinarritzen da. SPC zoruen ekoizpenean tresna garrantzitsua da, zoru-materialak beharrezko errendimendua eta kalitatea duela bermatuz.