

Plastikozko injekzio-moldeaketa makina batek plastiko gordinak modu eraginkorrean eraldatzen ditu forma zehatz eta konplexuetan. Prozesu honek abantaila nabarmenak eskaintzen ditu:
- Dimentsio-zehaztasun handiko pieza konplexuak ekoiztea.
- Kalitate koherentea eta errepikagarritasuna eskaintzea.
- Eskala handiko fabrikazioan ekoizpen-kostuak murriztea.
Diseinu aurreratuak, hala nola torloju motako injekzio-moldeaketa makina etaTorloju motako injekziozko moldeo-makina, materialen fluxua hobetu eta errendimendua optimizatu. Gainera,Bi upeleko injekziozko moldeo-makinaetaTorlojuzko injekziozko moldeo-makinaekoizpen-prozesuko eraginkortasuna eta ekoizpena are gehiago hobetzea.
Injekzio Unitatea Torloju Motako Injekzio Moldeatzeko Makina batean
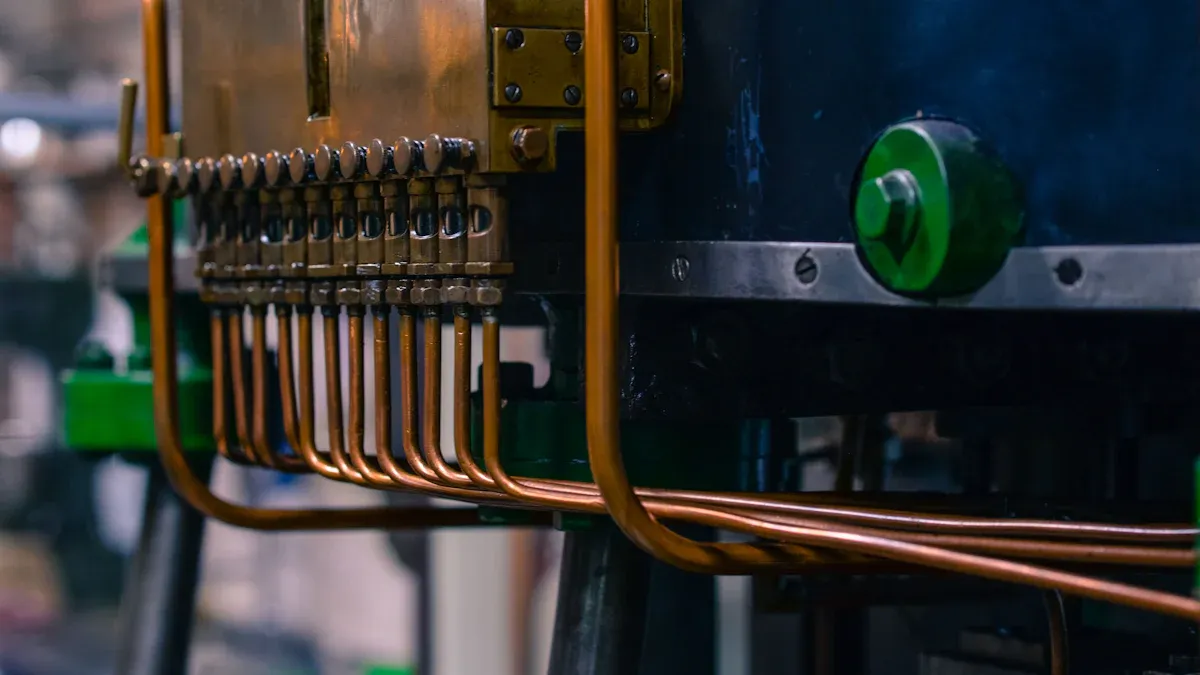
Torloju Motako Injekzio Moldeatzeko Makina bateko injekzio unitateak funtsezko zeregina du plastikozko pellet gordinak urtutako egoeran eraldatzeko eta moldean injektatzeko. Unitate honek hiru osagai nagusi ditu: tolba, upela eta torloju mekanismoa. Pieza bakoitzak moldeaketa prozesuaren eraginkortasunean eta zehaztasunean laguntzen du.
Tolba
Tolbak plastikozko lehengaien sarrera-puntu gisa balio du. Plastikozko pelletak gordetzen ditu eta upelera bidaltzen ditu prozesatzeko. Tolba modernoek askotan pelletetatik hezetasuna kentzeko materiala lehortzeko sistemak bezalako ezaugarriak izaten dituzte, urtutako kalitate optimoa bermatuz. Material hornidura koherentea mantenduz, tolbak ekoizpen-ziklo etenik gabeak ahalbidetzen ditu torloju motako injekzio-moldeketa makinan.
Upela
Upela ganbera zilindriko bat da, torloju-mekanismoa gordetzen duena. Plastikozko pelletak urtze-punturaino berotzen ditu hainbat berotze-eremu erabiliz. Eremu hauek —normalean elikatze-eremuan, atzealdean, erdialdean eta aurrealdean banatuta— tenperaturaren kontrol zehatza ahalbidetzen dute, eta hori funtsezkoa da urtze-kalitate uniformea lortzeko. Upela barruko tenperaturaren banaketa zuzenak deformazioa, dimentsio-zehaztasun ezak eta materialaren degradazioa bezalako arazoak saihesten ditu. Kontrol zorrotz honek bermatzen du torloju motako injekzio-moldeaketa makinak kalitate handiko emaitza etengabe ematen duela.
- Barrilaren eremuko tenperatura egokiak ezinbestekoak dira funtzionamendu eraginkorrerako.
- Ezarpen okerrek azken produktuan akatsak sor ditzakete.
- Diseinu aurreratuek energia-eraginkortasuna hobetzen dute eta funtzionamendu-kostuak murrizten dituzte.
Torloju-mekanismoa
Torloju-mekanismoa injekzio-unitatearen bihotza da. Upelaren barruan biratzen da, plastikozko pelletak nahastuz eta urtuz, material urtua aurrera bultzatzen duen bitartean. Torlojuaren diseinuak eragin handia du urtze- eta injekzio-prozesuan. Adibidez, geldirik dagoen...torloju diseinuakPlastifikazioa hobetzen dute zizailadura-esposizio eta jaurtiketa-bolumen koherentea bermatuz. Gainera, balbula-multzoek kontrol zehatza eskaintzen dute, torlojua gelditzen denean berehala itxiz.
Torloju motako injekzio-moldeaketa makina guztiz elektrikoetan, torloju-mekanismoak abiaduraren, presioaren eta kokapenaren gaineko kontrol paregabea eskaintzen du. Zehaztasun honek zikloen arteko aldaketak minimizatzen ditu, betetze-tasa eta jaurtiketa-tamaina koherenteak bermatuz. Aurrerapen hauek ez dute urtutako materialaren kalitatea hobetzen bakarrik, baita moldeaketa-prozesuaren eraginkortasun orokorra ere.
- Automatizazioaren eta robotikaren integrazioak ekoizpen-irteera areagotzen du.
- Energia-eraginkortasuneko torloju-diseinuek kostuak aurrezten laguntzen dute.
- Materialen erabilera jasangarria fabrikazio-jardunbide modernoekin bat dator.
Torlojuzko Injekzio Moldeatzeko Makina bateko injekzio unitateak ingeniaritza aurreratuaren eta zehaztasun-kontrolaren sinergia erakusten du. Bere osagaiek elkarrekin lan egiten dute modu ezin hobean, kalitate handiko, eraginkor eta fidagarriko ekoizpena lortzeko.
Lotzeko eta Moldeatzeko Unitateak

Molde-unitateak eta lotzeko unitateak plastikozko injekzio-makina baten osagai kritikoak dira. Moldea injekzio-prozesuan zehar ondo itxita mantentzen dela ziurtatzen dute eta piezen kalitate handiko eta zehatzak sortzea errazten dute. Unitate hauek moldea, plakak eta motorra dira, eta bakoitzak bere eginkizuna betetzen du molde-prozesuan.
Moldea
Moldea plastiko urtuak forma hartzen duen barrunbe gisa balio du. Bere diseinuak zuzenean eragiten dio azken produktuaren kalitateari eta koherentziari.Moldeen diseinuan praktika onenakHoztean deformazioak eta hondoratze-markak bezalako akatsak saihesteko, horma-lodiera uniformea azpimarratu. Txanfla edo fileteen bidez lortutako lodiera desberdinen arteko trantsizio leunek are gehiago hobetzen dute egitura-osotasuna.
- Horma-lodiera egokiak deformazioak eta hondoratzea bezalako akatsak saihesten ditu.
- Egitura-erresistentzia lodiera handitu beharrean saihets eta gusset-ekin hobetu daiteke.
- Esperimentuen Diseinu (DOE) teknikek akatsak goiz identifikatzen laguntzen dute, errendimendu eta fidagarritasun optimoa bermatuz.
Torlojuzko injekzio-moldeaketa makina batean, moldearen zehaztasunak diseinu konplexuak eta tolerantzia estuak lortzea bermatzen du. Gaitasun honek aproposa bihurtzen du kalitate koherenteko pieza konplexuak ekoizteko.
Plakak
Plakak moldea bere lekuan eusten duten eta lotzeko indarra modu uniformean banatzen duten plaka handi eta lauak dira. Haien diseinua eta egitura-osotasuna ezinbestekoak dira moldearen lerrokatzea mantentzeko eta injekzio-prozesuan presio uniformea bermatzeko. Plaken eraginkortasunari eragiten dioten parametro tekniko nagusien artean daude pisuaren inpaktua, karga-ahalmena eta egitura-optimizazioa.
| Parametroa | Moldeen lerrokatzean duen eragina |
|---|---|
| Pisuaren eragina | Makinaren pisu osoaren ia % 70 osatzen du, eta horrek eragina du egonkortasunean eta lerrokaduran. |
| Garrantzi ekonomikoa | Diseinua optimizatzeak lehengaien kontsumoa murrizten du, kostuen eraginkortasuna hobetuz. |
| Errendimenduaren eragina | Moldearen lerrokadura egokia eta presioaren banaketa uniformea bermatzen ditu, funtsezkoak kalitate handiko ekoizpenerako. |
| Egiturazko optimizazioa | Tamaina, forma eta materialaren banaketa hobetzen ditu lerrokatze hobea lortzeko. |
| Karga-ahalmena | Iraunkortasuna hobetzen du eta moldeen lerrokatzea laguntzen du funtzionamendu-tentsioen pean. |
Torlojuzko injekzio-moldeaketa makina batean, plakek makinak zehaztasun dimentsio handiko piezak ekoizteko duen gaitasunari laguntzen diote. Haien diseinu sendoak iraunkortasuna eta errendimendu koherentea bermatzen ditu, baita lotura-indar handien pean ere.
Motor-eragilea
Motorrak lotzeko mekanismoa pizten du, moldea zehaztasunez ireki eta ixteko aukera emanez. Funtsezkoa da lotzeko prozesuaren abiadura eta zehaztasuna mantentzeko.Motor modernoen unitateak, batez ere makina guztiz elektrikoetan, finkatze-indarraren eta kokapenaren gaineko kontrol hobea eskaintzen dute. Zehaztasun honek moldearen higadura minimizatzen du eta ziklo-denborak murrizten ditu, eraginkortasun orokorra hobetuz.
Energia-eraginkortasun handiko motor-unitateek kostuen aurrezpena eta iraunkortasuna ere laguntzen dituzte. Energia-kontsumoa optimizatuz, ingurumen-erantzukizuna lehenesten duten fabrikazio-jardunbide modernoekin bat datoz. Torloju Motako Injekziozko Moldeatzeko Makina batean, motor-unitateak funtzionamendu ezin hobea bermatzen du, abiadura handiko ekoizpena ahalbidetuz kalitatea arriskuan jarri gabe.
Aholkua:Motorraren mantentze-lan erregularrak bere bizitza luzatu eta ustekabeko geldialdiak saihestu ditzake, ekoizpena etenik gabe mantenduz.
Lotzeko eta moldeatzeko unitateek ingeniaritzaren eta zehaztasunaren sinergia erakusten dute plastikozko injekzio bidezko moldeo-makinetan. Haien diseinuak eta funtzionaltasunak zuzenean eragiten dute makinak kalitate handiko piezak modu eraginkor eta fidagarrian ekoizteko duen gaitasunean.
Berokuntza eta Tenperatura Kontrol Sistemak
Berokuntza eta tenperatura kontrol sistema eraginkorrak ezinbestekoak dira plastikozko injekzio bidezko moldeo prozesuen kalitatea eta koherentzia mantentzeko. Sistema hauek ziurtatzen dute plastikozko materialak urtze-puntu egokia lortzen duela eta moldearen tenperatura egonkor mantentzen dela ziklo osoan zehar.
Upel-berogailuak
Upel-berogailuakfuntsezko zeregina dute plastikozko pelletak tenperatura optimoan urtzeko. Berokuntza-zona ugari erabiltzen dituzte tenperatura-kontrol zehatza lortzeko, eta hori ezinbestekoa da urtutako kalitate uniformea lortzeko. Tenperatura-kudeaketa eraginkorrak energia-eraginkortasuna hobetzen du eta moldeatutako piezen gainazaleko akabera hobetzen du.
- Upelaren tenperaturaren kontrol egokiak materialen degradazioa saihesten du, batez ere egonaldi-denbora luzeetan.
- Gutxi gorabehera 490 °F-ko urtze-tenperatura mantentzeak material-fluxu koherentea bermatzen du eta akatsak murrizten ditu.
- Upelen tenperaturaren gorabeherek produktuaren kalitatean eragin negatiboa izan dezakete, eta horregatik ezinbestekoa da jarraipen zehatza egitea.
Upelen diseinu aurreratuek askotan berogailu-elementu eraginkorrak izaten dituzte, funtzionamendu-kostuak murriztuz eta errendimendu handia mantenduz. Ezaugarri hauek iraunkortasuna eta eraginkortasuna lehenesten dituzten fabrikazio-jardunbide modernoekin bat datoz.
Molde Berogailuak
Molde-berogailuek moldearen tenperatura erregulatzen dute, piezaren kalitate koherentea bermatuz eta ziklo-denborak murriztuz. Molde-materialaren lodierak bero-transferentziaren tasak nabarmen eragiten ditu. Atal lodiagoek beroa denbora gehiagoz mantentzen dute, eta atal meheagoek, berriz, azkarrago hozten dira. Molde-berogailuaren ezarpenak materialaren lodieraren arabera doitzeak deformazioak bezalako arazoak saihesten ditu eta tenperaturaren banaketa uniformea bermatzen du.
Moldeatze-teknika zientifikoek molde-berogailuen errendimendua are gehiago optimizatzen dute. Metodologia hauek abiarazteko denborak minimizatzen dituzte, hondakin-tasak murrizten dituzte eta prozesuaren koherentzia hobetzen dute. Moldearen tenperatura zehatzak mantenduz, fabrikatzaileek errentagarritasun eta eraginkortasun handiagoa lortzen dute.
Tenperatura Kontrol Mekanismoa
Thetenperatura kontrolatzeko mekanismoaMoldeatze-prozesuan egonkortasuna eta zehaztasuna bermatzen ditu. Estrategia aurreratuek, hala nola adituen kontrol lauso erregulagarria, PID kontrol tradizionala logika lausoarekin konbinatzen dute upelaren tenperatura optimizatzeko. Ikuspegi honek gehiegizko efektua eta oszilazioa minimizatzen ditu, sistemaren errendimendu orokorra hobetuz.
| Kontrol Estrategia | Deskribapena |
|---|---|
| Adituen kontrol lauso erregulagarria | Adituen kontrola, lausoa eta PID kontrola konbinatzen ditu egonkortasun eta zehaztasun hobetua lortzeko. |
| PID kontrola | Metodo tradizionala gehiegizko efekturako eta oszilaziorako joera duena. |
| Ereduaren Kontrol Aurreikusgarria | Injekzio-abiadura kontrolatzen du, moldekatze-prozesuetan zehaztasuna hobetuz. |
Makina-ikaskuntzako ereduek, hala nola ausazko baso-algoritmoek, energia-eraginkortasunean ere laguntzen dute, energia-kontsumoan eragina duten faktore nagusiak identifikatuz. Berrikuntza hauek fabrikatzaileei energia-erabilera piezen kalitatearekin orekatzeko aukera ematen diete, injekzio-moldeaketa eragiketen jasangarritasuna areagotuz.
Unitate hidraulikoak eta kontrol unitateak
Unitate hidraulikoak eta kontrol unitateak plastikozko injekzio bidezko moldeo-makina baten osagai ezinbestekoak dira. Sistema hauek elkarrekin lan egiten dute funtzionamendu zehatza, errendimendu eraginkorra etaproduktuaren kalitate koherentea.
Sistema hidraulikoa
Sistema hidraulikoak injekzio eta finkatze mekanismoen mugimendua pizten du. Moldeatzean plastiko urtua injektatzeko eta moldekatze prozesuan finkatze presioa mantentzeko behar den indarra sortzen du. Ponpa, balbula eta zilindro hidraulikoak dira sistema honen muina, errendimendu kontrolatua eta fidagarria eskainiz.
Sistema hidrauliko modernoek teknologia aurreratuak erabiltzen dituzteeraginkortasuna hobetuDesplazamendu aldakorreko ponpek emaria doitzen dute makinaren funtzionamendu-beharren arabera, energia-kontsumoa murriztuz. Gainera, balbula proportzionalek presioaren eta emariari buruzko kontrol zehatza eskaintzen dute, mugimendu leunak eta zehatzak bermatuz. Ezaugarri hauek makinak kalitate handiko piezak hondakin minimoarekin ekoizteko duen gaitasunari laguntzen diote.
Aholkua:Osagai hidraulikoen mantentze-lan erregularrak, hala nola ihesak egiaztatzeak eta olioaren kalitatea kontrolatzeak, sistemaren bizitza luzatu eta geldialdiak saihestu ditzake.
Kontrol-panela
Kontrol panela injekzio bidezko moldeo-makinaren garun gisa jokatzen du. Makinaren funtzio guztiak kontrolatzen eta erregulatzen ditu, errendimendu optimoa bermatuz. Sentsoreekin hornituta, kontrol panelak denbora errealeko datuak biltzen ditu tenperatura, presioa eta posizioa bezalako parametro kritikoei buruz. Adibidez:
- Sentsoreek tenperatura eta presioa neurtu eta horien berri ematen dute.
- Eraztun-mintz sentsoreek posizio-neurketa zehatzak bermatzen dituzte tentsio-neurgailuen zelulak erabiliz.
Kontrol-panelean integratutako makina-ikaskuntzako ereduek are gehiago hobetzen dituzte bere gaitasunak. Eredu hauek piezen kalitate-parametroak aurreikusten dituzte, hala nola etekin-tentsioa eta modulua, prozesuaren ezarpenak optimizatuz emaitza koherenteak lortzeko. Esperimentu-emaitzek eredu hauek balioztatzen dituzte aurreikusitako balioak benetako emaitzekin alderatuz, ekoizpen-eraginkortasuna hobetzeko duten eraginkortasuna berretsiz.
Unitate hidraulikoek eta kontrol unitateek teknologia mekaniko eta digitalen sinergiaren adibide dira, plastikozko injekzio bidezko moldeo makinetan zehaztasuna eta fidagarritasuna bermatuz.
Elikadura eta kanporatze mekanismoak
Elikatze Unitatea
Theelikadura unitateaMoldeatzeko makinari plastikozko lehengaien hornidura etengabea bermatzen dio. Normalean tolba bat eta elikatze-torloju bat ditu. Tolbak plastikozko pelletak gordetzen ditu eta upelera bideratzen ditu, non materiala urtzen den. Grabitateak eta kontrolatutako bibrazioek pelleten fluxu leuna errazten dute, ekoizpenean blokeoak edo etenak saihestuz.
Elikatze-unitate modernoek askotan ezaugarri aurreratuak izaten dituzte, hala nola materiala lehortzeko sistemak. Sistema hauek hezetasuna kentzen diete pelletei, eta hori funtsezkoa da urtutako materialaren kalitatea mantentzeko eta azken produktuan akatsak saihesteko. Gainera, elikatze-mekanismo automatizatuek eraginkortasuna hobetzen dute, materialaren hornidura makinaren funtzionamendu-abiadurarekin sinkronizatuz. Sinkronizazio honek materialaren xahuketa minimizatzen du eta ekoizpen-ziklo etenik gabeak bermatzen ditu.
Kanporatze Unitatea
Thekanporatze unitateaMoldeatutako pieza hoztu ondoren molde-barrunbetik ateratzeko funtsezko zeregina du. Kanporatze-pinak, plakak edo aire-boladak erabiltzen ditu produktu amaitua kalterik eragin gabe askatzeko. Kanporatze-denboraren eta indarraren zehaztasuna ezinbestekoa da moldeatutako piezaren osotasuna mantentzeko eta deformazioak edo pitzadurak bezalako akatsak saihesteko.
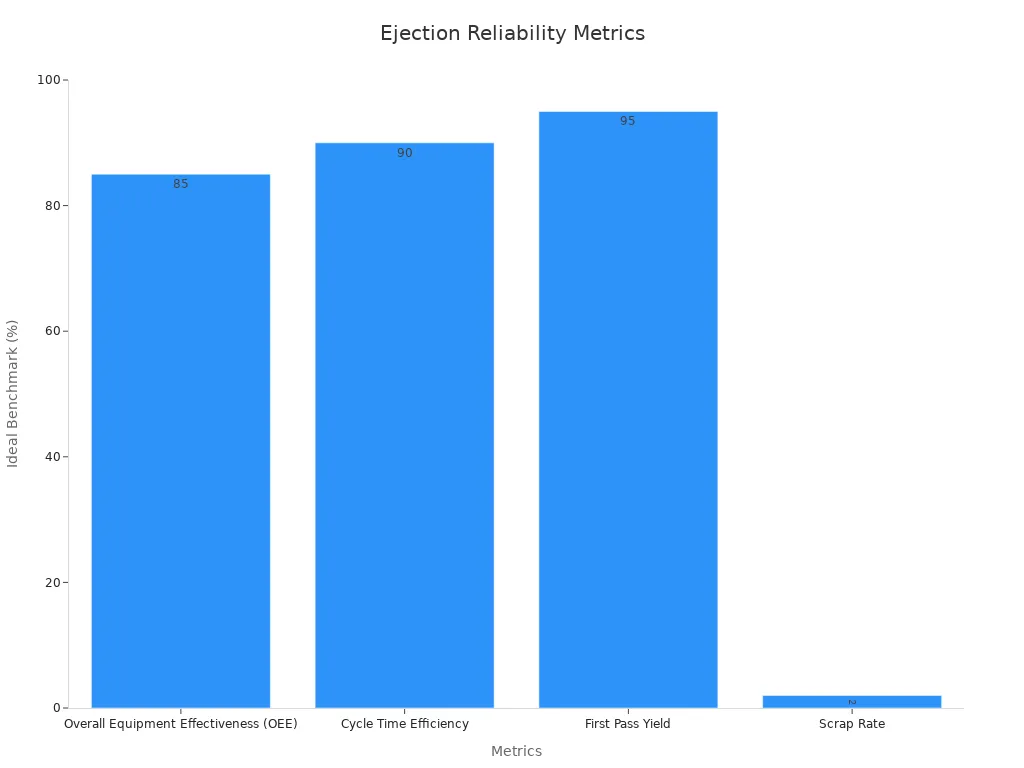
Kanporatze-unitate fidagarriek ekoizpen-zikloaren geldialdiak nabarmen murrizten dituzte. Ekipamenduen Eraginkortasun Orokorra (OEE), Ziklo Denboraren Eraginkortasuna eta Lehen Pasabideko Errendimendua (FPY) bezalako metrikek haien errendimendua balioztatzen dute. Adibidez:
| Metrika | Deskribapena | Erreferentzia ideala |
|---|---|---|
| Ekipamenduen Eraginkortasun Orokorra (OEE) | Fabrikazio-eraginkortasuna neurtzen du; erabilgarritasunetik, errendimendutik eta kalitatetik kalkulatzen da. | ~%85 |
| Ziklo Denboraren Eraginkortasuna | Ekoizpen-ziklo bat osatzeko denbora kontrolatzen du; denbora laburragoek ekoizpena hobetzen dute. | % 90 edo gehiago |
| Lehen Pasateko Errendimendua (FPY) | Lehenengo aldian behar bezala egindako produktuen ehunekoa; balio altuek prozesu eraginkorrak adierazten dituzte. | %95 baino gehiago |
| Txatarra-tasa | Baztertutako materialen ehunekoa; tasa baxuagoek errentagarritasuna hobetzen dute. | <2% |
Kanporatze-sistema aurreratuek sentsoreak integratzen dituzte kanporatze-indarra dinamikoki kontrolatu eta doitzeko. Berrikuntza hauek piezen kalitate koherentea bermatzen dute, moldearen eta makinaren osagaien higadura minimizatuz. Kanporatze-unitatearen mantentze-lan erregularrak are gehiago hobetzen du haren fidagarritasuna eta bere bizitza erabilgarria luzatzen du.
Plastikozko injekzio bidezko moldeatzeko makina batek osagai aurreratuak integratzen ditu errendimendu bikaina emateko. Pieza bakoitzak ekoizpenaren eraginkortasunean, kalitatean eta fidagarritasunean laguntzen du. Sistema hauek menperatzeak emaitza optimoak bermatzen ditu.
| Metrika | Deskribapena |
|---|---|
| Ekoizpen-eraginkortasuna | Lehengaiak produktu amaituetan zein eraginkortasunez eraldatzen diren islatzen du. |
| Txatarra-tasa | Kalitate-arauak betetzen ez dituen ekoizpenaren ehunekoa adierazten du. |
| Makinaren geldialdia | Ekoizpen-eraginkortasunean eta funtzionamendu-kostuetan eragina du, eta hauek ezinbestekoak dira errentagarritasunerako. |
Metrika hauek ulertzeak makinaren eginkizuna nabarmentzen du emaitza koherente eta kalitate handikoa lortzeko.
Maiz egiten diren galderak
1. Zein material erabil daitezke plastikozko injekzio bidezko moldeo-makinetan?
Plastikozko injekzio bidezko moldeo-makinek termoplastikoak prozesatzen dituzte, hala nola ABS, polipropilenoa eta nylona. Ingeniaritza-plastikoak ere prozesatzen dituzte, hala nola polikarbonatoa eta PEEK.
2. Nola eragiten du tenperaturaren kontrolak produktuaren kalitatean?
Tenperatura-kontrol zehatzak urtutako materialaren kalitate uniformea bermatzen du, akatsak murrizten ditu eta dimentsio-zehaztasuna hobetzen du. Materialaren degradazioa saihesten du prozesatzeko ziklo luzeetan zehar.
3. Zein mantentze-praktikak hobetzen du makinaren errendimendua?
Lubrifikazio erregularrak, sistema hidraulikoaren egiaztapenak eta elikatze-unitateen garbiketak higadura eta geldialdiak saihesten dituzte. Monitorizazio-sentsoreek funtzionamendu koherentea bermatzen dute eta makinaren bizitza luzatzen dute.
Argitaratze data: 2025eko maiatzaren 28a